



Kỹ thuật máy hàn
Công nghệ hàn MIG
MIG là loại thiết bị hàn hồ quang trong môi trường khí trơ (Argon, Helium) điện cực nóng chảy, còn MAG là loại thiết bị hàn hồ quang trong môi trường khí hoạt tính (CO2) điện cực nóng chảy. Loại máy hàn này hiện được sử dụng phổ biến trong sản xuất bàn ghế, khung xe đạp, mô tô, các hàng cơ khí...
MIG là loại thiết bị hàn hồ quang trong môi trường khí trơ (Argon, Helium) điện cực nóng chảy, còn MAG là loại thiết bị hàn hồ quang trong môi trường khí hoạt tính (CO2) điện cực nóng chảy. Loại máy hàn này hiện được sử dụng phổ biến trong sản xuất bàn ghế, khung xe đạp, mô tô, các hàng cơ khí...
Thay cho loại máy hàn đũa thường để lại các vết mối hàn trên sản phẩm, loại thiết bị hàn MIG (Metal Inert Gas) và MAG (Metal Active Gas) hiện đang được chọn sử dụng nhiều trên thế giới.
Ưu điểm là có tốc độ hàn nhanh, liên tục, tiết kiệm vật liệu hàn. Chất lượng mối hàn loại này cao hơn loại máy hàn đũa thông thường: phẳng, bóng, không thấy mối hàn, đặc biệt tiêu thụ rất ít điện năng. Ngoài ra, máy hàn MIG/MAG có khả năng tự động hóa để ứng dụng trong hàn lắp ráp robot, các thiết bị hàn tự động.

HÀN MIG - MAG
1. Khái niệm chung
Phương pháp này có tên gọi là hàn hồ quang kim loại trong môi trường
khí bảo vệ. Hoặc tên thông dụng là hàn dây, hàn CO2. tên gọi quốc tế là
GMAW (Gas Metal Arc Welding).
Các thuật ngữ:
MIG (Metal inert gas): khí "trơ" sử dụng khi hàn thép hợp kim và kim loại màu.
MAG (Metal active gas): khí "hoạt hóa" khi hàn thép thường, thép hợp kim
thấp.
Khí trơ : Chủ yếu là Argon hoặc Hélium (khí dùng pha trộn thêm).
Khí hoạt hóa : Thường là (CO2) ,hoặc Argon có trộn thêm Oxy (O2) , đôi khi
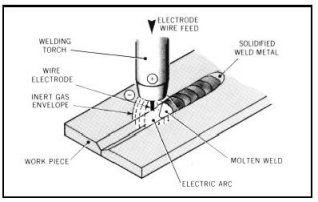
Hydro(H2). Khí hoạt hóa là khí CO2 hoặc khí trộn có chỉ số oxy hóa lớn hơn 2 .GMAW sử dụng hồ quang được thiết lập giữa dây điện cực nóng chảy và được cấp tự động vào chi tiết hàn. Hồ quang này sẽ được bảo vệ bằng dòng khí trơ hoặc khí có tính khử. Sự cháy của hồ quang được duy trì nhờ các hiệu chỉnh đặc tính điện của hồ quang. Chiều dài hồ quang và cường độ dòng điện hàn được duy trì tự động trong khi tốc độ hàn và góc điện cực được duy trì bởi thợ hàn.
Ba bộ phận kiểm soát quá trình hàn
- Súng hàn và cáp hàn
- Thiết bị cấp dây
- Nguồn điện hàn
Súng hàn và cáp hàn đảm nhiệm vai trò cung cấp khí bảo vệ cho vùng hàn, dẫn hướng dây điện cực từ bộ phận cấp dây đến ống tiếp điện (contacttip) trên súng hàn, dẫn điện từ nguồn điện hàn đến súng hàn. Khi nhấn công tắc trên súng hàn, khí, dòng điện hàn và dây hàn đồng thời được khởi động, hồ quang được mồi và duy trì tự động. Bộ phận cấp dây cùng với bộ nguồn sẽ phối hợp các đặc tính với nhau để hiệu chỉnh tự động chiều dài hồ quang và dòng điện hàn. Sự hiệu chỉnh này thực hiện được là nhờ sử sụng bộ nguồn áp không đổi (CV) phối hợp với bộ cấp dây tốc độ không đổi. GMAW có thể được thực hiện bán tự động hoặc tự động. Ngày nay chúng được sử dụng rộng rãi cho các công việc hàn nhờ vào ưu điểm:
- Năng suất cao
- Giá thành thấp
- Năng lượng hàn thấp, ít biến dạng nhiệt
- Hàn được hầu hết các kim loại
- Dễ tự động hóa
2. Sự chuyển dịch kim loại trong quá trình hàn MIG-MAG
Chuyển dịch ngắn mạch (Short Circuiting Transfer) :
Cường độ trung bình : 50 đến 150 A.
Bề dày chi tiết : 0,5 đến 2 mm.
Trong kiểu chuyển dịch này năng lượng hàn có trị số thấp nhất, do dòng hàn và điện áp hồ quang tương đối thấp. Sự chuyển dịch diễn ra nhờ các chu kỳ ngắn mạch liên tục giữa điện cực và vũng chảy. Đặc tính volt –ampe của nguồn điện hàn đóng vai trò quan trọng cho kiểu chuyển dịch này.
Vì năng lượng hàn thấp, nên độ ngấu cạn cần chú ý đặc biệt khi hàn các chi tiết dày. Đặc điểm này của chuyển dịch ngắn mạch giúp cho việc hàn ở tư thế ngược dễ dàng hơn, đặc biệt là với ứng dụng trên kim loại mỏng. Tóm lại chuyển dịch ngắn mạch thích hợp cho các ứng dụng sau :
- Áp dụng khi hàn lớp ngấu .
- Áp dụng khi hàn trên tôn mỏng .
Cần bảo đảm :
- Đầu contact tube được nhô ra khỏi miệng mỏ phun từ 5 đến 10 mm khi hàn lớp ngấu
- Độ nhú điện cực (ESO) 5 mm.
- Góc nghiêng mỏ hàn từ 65° đến 70°.
Biểu đồ giao động hồ quang có kiểu chuyển dịch ngắn mạch
Chuyển dịch cầu (Globular Transfer):
Cường độ dòng hàn trung bình : 150 đến 300 A.
Bề dày chi tiết : 2 đến 6 mm.

Trong kiểu chuyển dịch này, kim loại chuyển dịch từ điện cực sang vũng hàn dưới dạng các giọt cầu có kích cỡ không đều và định hướng ngẫu nhiên, kết quả là lượng văng tóe tăng lên đáng kể. Khi hàn với khí CO2 thì có thể giảm sự văng tóe bằng cách hiệu chỉnh thông số hàn sao cho đầu dây hàn nhúng chìm vào trong vũng chảy và hồ quang cháy trong lỗ hổng nằm trong cũng chảy. Hồ quang CO2 thường không ổn định và khi hàn phát ra âm thanh như tiếng cành gây gãy. Đặc trưng của hồ quang này là đường hàn mấp mô hơn so với các chuyển dịch khác. Bởi vì hồ quang bị nhúng chìm vào vũng chảy, nên đường hàn có độ ngấu rất sâu, hiệu quả làm sạch biên mối hàn kém hơn.
Chuyển dịch cầu được ứng dụng trong các trường hợp sau :
- Dùng để hàn lớp phủ .
- Hàn tôn có bề dày lớn .
- Hàn ở tư thế phẳng .
Chuyển dịch phun (Axial Spray Transfer) :
Cường độ dòng hàn trung bình > 300 A.
Bề dày chi tiết > 6 mm.
Xảy ra khi khí bảo vệ có hơn 80% argon. Trong kiểu chuyển dịch này các giọt kim loại có kích cỡ bằng hoặc nhỏ hơn đường kính dây điện cực. Các giọt kim loại được định hướng dọc theo trục hồ quang. Kết quả là hàn ít văng tóe hơn, mặt đường hàn phẳng phiu hơn. Năng lượng hồ quang (dạng plasma) trải đều trong vùng không gian hình côn giúp cho biên đường hàn trở nên sạch sẽ song cũng dễ gây ra các khuyết tật do thiếu chảy cho biên đường hàn. Độ ngấu trong kiểu chuyển dịch này sâu hơn khi hàn bằng que hàn song lại thấp hơn chuyển dịch cầu có năng lượng hàn cao hơn.
Được ứng dụng khi hàn phủ hoặc lớp hoàn tất
- Hàn trên tôn dày
- Sử dụng khi hàn phẳng
Để bảo đảm có được chuyển dịch phun ,
- Đầu contact tube phải nằm trong mỏ phun.
- Độ nhú ESO khoảng 20 mm.
- Góc nghiêng mỏ hàn 75° đến 85°.
Các phương pháp lai tạo khác : Bên cạnh các kiểu chuyển dịch điện cực được đề cập ở trên quá trình GMAW còn có các biến thể khác cũng không kém phần quan trọng. Chuyển dịch dòng xung (Pulsed Current Transfer (GMAW-P)) năng lượng hàn cao hơn khi chuyển dịch ngắn mạch, có thể áp dụng trong mọi vị trí hàn. Trong biến thể này nguồn điện hàn sẽ cung cấp hai mức giá trị. Giá trị nền (background) có cường độ thấp đến mức không gây ra bất kỳ sự chuyển dịch kim loại nào. Trong khi xung đỉnh (Pulse pead) có giá trị cao hơn đạt giá trị cần thiết để có chuyển dịch phun. Sự kết hợp hai giá trị dòng điện hàn cũng như tần số xung sẽ tạo ra các hiệu quả chuyển dịch mong muốn. Nguy cơ tạo ra khuyết tật thiếu chảy là nhược điểm của kiểu lai tạo này khi hàn trên tôn dày. Song nó cũng ít nghiêm trọng hơn khi hàn với chế độ chuyển dịch ngắn mạch.
Hàn hồ quang điểm (Arc Spot Welding) quá trình cháy của hồ quang được kiểm soát bằng một timer sẽ giúp thực hiện các điểm hàn đồng đều và chất lượng cao. Mối hàn được hình thành từ kim loại đến từ dây hàn và quá trình hàn là quá trình nóng chảy. Kích thước điểm hàn thay đổi nhờ chỉnh tốc độ cấp dây và thời gian cháy của hồ quang. Tất nhiên các thông số khác như điện áp hồ quang, khí bảo vệ, vị trí và điều kiện gá đặt cũng có vai trò quan trọng cho chất lượng mối hàn.
Quan hệ volt-ampe của dòng xung
Pulse peak current : cường độ dòng điện xung cực đại
Pulse transition current : cường độ dòng điện xung chuyển tiếp
Background current : cường độ dòng điện nền
Spray transfer current range : khoảng cường độ dòng điện tạo nên sự chuyển kim loại dạng phun
Globular transfer current ranger : khoảng cường độ dòng điện tạo nên sự chuyển kim loại dạng cầu
3. Trang bị hàn
Quá trình GMAW có thể thực hiện tự động hoặc bán tự động. Các trang bị cơ bản gồm có:
- Súng hàn
- Bộ cấp dây hàn
- Bộ điều khiển
- Nguồn điện hàn
- Van giảm áp
- Các trang bị cần thiết cho dây điện cực – giá đở cuộn dây, contact tip, ống dẫn hướng
- Cáp điện và các đường dẫn khí bảo vệ, nước làm nguội.
Các loại súng hàn khác nhau được thiết kế nhằm cung cấp hiệu quả tối đa cho công việc hàn. Chúng bao gôm súng hàn công suất cao, loại nhẹ dùng hàn ở mọi vị trí, loại thiết kế đặc biệt cho các mối hàn đặc biệt.
Có loại làm nguội bằng nước, có loại làm nguội bằng khí, loại mỏ thẳng, loại mỏ cong. Loại làm nguội bằng khí thường có phạm vi ứng dụng cho dòng hàn nhỏ hơn 600A. Khi hàn trên các dây chuyền công nghệ chúng ta thường dùng loại làm nguội bằng nước.
Súng hàn bao gồm các chi tiết sau:
- Ống dây dẫn và contact tip
- Mỏ phun khí
- Ống dẫn dây điện cực
- Ống dẫn khí bảo vệ
- Ống dẫn nước làm nguội (đối với loại
làm nguội bằng nước)
- Dây dẫn điện hàn
- Công tắc điều khiển
Contact tip thường được chế tạo bằng đồng hoặc hợp kim đồng nó có nhiệm vụ tiếp điện cho dây hàn. Contact tip nối với nguồn điện hàn nhờ vào dây dẫn điện hàn. Mặt phía trong của contact tip rất quan trọng bởi vì nó vừa bảo đảm dẫn điện tốt vừa bảo đảm dây hàn đi qua dễ dàng. Khi hàn cần chọn contact tip phù hợp với cở dây hàn, contact tip cần được gá đặt nhẹ nhàng vào súng hàn nhờ vào côn siết và phải đặt đúng tâm của mỏ phun khí. Mỏ phun khí bảo vệ có nhiệm vụ cung cấp dòng khí bảo vệ vũng hàn. Chế độ dòng chảy trong mỏ phun rất quan trọng vì nó bảo đảm cho việc bảo vệ vùng hàn khỏi sự xâm nhập của các khí có hại. các cở mỏ phun khác nhau được chọn cho phù hợp với công việc, cở lớn dùng cho dòng hàn lớn, bề rộng
mối lớn, cở nhỏ dùng cho dòng hàn nhỏ. Ống dẫn dây hàn là bộ phận định vị và hướng dẫn dây hàn từ bánh xe cấp dây đến contact tip. Trong quá trình hàn cần bảo đảm việc cấp dây điều đặn thì hồ quang mới cháy ổn định. Dây hàn bị vặn xoắn, gấp khúc phải loại bỏ không được dùng để tránh bị kẹt dây. Đường kính và vật liệu ống dẫn dây rất quan trọng đối với quá trình hàn, ống dẫn bằng thép dùng cho các vật liệu cứng như thép, inox trong khi ống nilon được dùng cho các vật liệu mềm như nhôm, magnesium, đồng. khi hàn cần chú ý tránh bẻ gấp khúc ống dẫn để không bị kẹt dây. Đối với mỗi cở dây cần dùng ống dẫn thích hợp.
Bộ cấp dây kiểu đẩy thường được dùng song khoảng cách từ thiết bị hàn dến nơi hàn không quá 3 – 4 mét. Cấp dây kiểu kéo thường được bố trí trong súng hàn và nó cho phép khoảng cách đến thiết bị hàn xa hơn. Khi phải hàn trên cao hoặc không thể bố trí thiết bị gần nơi cần hàn có thể sử dụng loại súng hàn có gắn cuộn dây (spool on gun). Motor cấp dây thường là loại có tốc độ điều chỉnh vô cấp. Bộ cấp dây tốc độ không đổi có trang bị mạch điện tử để điều khiển quá trình mồi hồ quang, tự động hiệu chỉnh khi có sự thay đổi điện áp nguồn, tự hiệu chỉnh khi xảy ra sự trượt dây. Kết quả là hồ quang mồi và cháy ổn định hơn, hạn chế đáng kể lượng văng tóe. Thiết bị được bố trí trong hộp kín để hạn chế bụi bặm, tăng tuổi thọ và giảm nhu cầu bảo trì.
Tốc độ cấp dây biến thiên từ 1,9 – 25 m/min ( 75 – 980 in/min). Bộ cấp dây có trang bị hệ thống hãm động lực cho phép dừng cấp dây tức thời mỗi khi nhả contact điều khiển. Bộ điều khiển hàn và bộ cấp dây thường được liên kết khối với nhau. Nó có chức năng điều khiển tốc độ cấp dây. Tốc độ motor được xác lập trước theo khoảng giá trị dòng hàn. Mạch điều khiển sẽ hiệu chỉnh quá trình khởi động và dừng cấp dây. Khí bảo vệ, nước làm nguội và dòng điện hàn thường được gắn với nguồn cung cấp thông qua bộ điều khiển. Lưu lượng khí bảo vệ và nước được hiệu chỉnh đồng bộ với việc khởi động và và dừng quá trình hàn nhờ vào các van điện từ (solenoids). Thường thì bộ điều khiển được trang bị các bộ định thì cho sự phun khí trước và sau khi hàn. Việc khởi động dòng hàn có thể kích hoạt trực tiếp từ bộ điều khiển hoặc thông qua điện áp hồ quang.
Van chỉnh áp khí bảo vệ, thiết bị hàn cần cung cấp khí bảo vệ với áp suất và lưu lượng không đổi. Van chỉnh áp đảm nhiệm vai trò đó. Có các loại van một cấp hoặc hai cấp, có hay không trang bị lưu lượng kế. Loại hai cấp cho áp suất và lưu lượng khí cung cấp đều hơn loại một cấp.
Nguồn điện hàn
Quá trình GMAW được dùng với nguồn DC kiểu điện áp không đổi (CV) , điện cực dương. Có nghĩa là súng hàn được gắn vào cực dương còn chi tiết hàn được đấu cực âm. Điện cực DC âm không thích hợp do hồ quang không ổn định.
Ưu điểm chính của thiết bị kiểu CV là điện áp hồ quang không đổi trong suốt quá trình hàn. Dòng hàn sẽ tự động tăng hoặc giảm khi chiều dài hồ quang thay đổi, từ đó làm tăng hoặc giảm tốc độ chảy của dây hàn nhờ đó mà điện áp hồ quang được duy trì không đổi. Như vậy , thiết bị GMAW điều chỉnh dòng điện hàn thông qua bộ cấp dây.
Đường đặc tính ngoài của thiết bị CV có dạng nằm ngang, nên ứng với sự thay đổi nhỏ về điện áp cũng dẫn tới sự thay đổi lớn về dòng điện. Nói cách khác độ nhạy rất cao trong khi thiết bị CC thì hầu như dòng không thay đổi khi thay đổi điện áp. Khi tăng khoảng cách giữa contact tip và chi tiết, điện áp hàn và chiều dài hồ quang tăng lên, dòng điện hàn sẽ giảm xuống như đặc tính đã mô tả, khi đó tốc độ chảy của dây hàn giảm tương ứng. vì tốc độ cấp dây là hằng nên lúc này sẽ lớn hơn tốc độ chảy kết quả là hồ quang sẽ bị ngắn lại. Quá trình ngược lại sẽ diễn ra khi giảm điện áp hồ quang.
4. Vật liệu hàn dùng trong MIG – MAG
4.1. Khí bảo vệ
Nhìn chung mọi kim loại đều có xu hướng kết hợp với Oxy để tạo nên các oxyt kim loại . Một số ít lại kết hợp với nitơ tạo ra các nitric kim loại. Oxy cũng kết hợp với carbon để tạo ra khí monoxide carbon. Tất cả các phản ứng này là trở ngại chính cho công việc hàn bởi chúng hình thành nên các khuyết tật như rỗ khí, làm giòn kim loại hàn. Mặc khác không khí lại chứa 80% nitơ và 20% oxy nên lẽ tự nhiên là không thể tiến hành hàn mà không có biện pháp nào để bảo vệ vũng chảy. Nhiệm vụ của khí bảo vệ trong hàn GMA là tạo ra khí quyển có tính trơ hoặc khử để ngăn chặn các khí có hại từ không khí vào trong vũng hàn.
Đồng thời khí bảo vệ còn đảm nhiệm các vai trò sau:
- Mồi hồ quang dễ dàng và hồ quang cháy ổn định
- Tác động đến các kiểu chuyển dịch kim loại trong hồ quang hàn
- Ảnh hưởng đến độ ngấu và tiết diện ngang của mối hàn
- Tốc độ hàn
- Khả năng tạo ra các khuyết biên (undercut)
- Tẩy sạch bề mặt và biên đường hàn
Khí trơ sử dụng trong hàn GMA có argon và heli. Heli có độ dẫn nhiệt lớn hơn argon và tạo ra cột hồ quang có năng lượng phân tán đều hơn. Heli cho mối hàn sâu, rộng và tiết diện ngang hình parabol trong khi argon thì cho tiết diện hàn hình núm vú. Với bất kỳ tốc độ cấp dây nào thì điện áp của hồ quang argon cũng thấp hơn đáng kể so với hồ quang heli. Có nghĩa là hồ quang argon cháy ổn định hơn hồ quang heli. Hồ quang argon sẽ có chuyển dịch phun dọc trục ở trị số ngay trên trị số dòng điện quá độ. Hồ quang heli có xu thế tạo ra kiểu chuyển dịch giọt cầu kích thước lớn ở khoảng dòng điện trung bình do đó hồ quang heli cho nhiều tia văng tóe hơn, bề mặt đường hàn xấu gồ ghề hơn so với hồ quang argon.
Sự pha trộn argon và heli, thường được áp dụng khi hàn kim loại không chất sắt và inox cũng như thép hợp kim thấp. Khi đó nâng cao được tính hợp lý của tiết diện ngang mối hàn đồng thời không đánh mất các ưu việt của đặc tính hồ quang argon.
Sự pha trộn oxy và CO2 vào argon và heli. Argon và heli không là môi trường bảo vệ tốt nhất khi hàn trên thép, với heli hồ quang chuyển dịch khó kiểm soát do các giọt văng tóe, còn argon thì đường hàn rất dễ khuyết biên. Thêm vào argon từ 1 – 5% oxy hoặc từ 3 – 10% CO2 sẽ cải thiện chất lượng hàn đáng kể.
Carbon dioxide, khí CO2 là khí hoạt hóa được áp dụng rộng rãi trong hàn GMA trên thép carbon và thép hợp kim thấp. đây là loại khí không trơ duy nhất được dùng một mình để bảo vệ vũng hàn. Đặc trưng của quá trình hàn CO2 là tốc độ hàn cao, độ ngấu sâu.
Khi hàn với khí CO2 chỉ có hai kiểu chuyển dịch là ngắn mạch và cầu chuyển dịch phun dọc trục là đặc điểm riêng của hàn trong môi trường khí argon. Kiểu chuyển dịch cầu có năng lượng tương đối cao và hồ quang mạnh nên văng tóe nhiều hơn.
So sánh với hàn trong môi trường giàu khí argon thì hàn CO2 cho mối hàn ngấu sâu, gồ ghề, hiệu quả làm sạch biên và bề mặt đường hàn kém hơn. Kim loại đắp sít rất chặt song mối hàn kém dẻo do hồ quang vẫn có tính oxy hóa.
4.2. Dây hàn
Dây hàn thép carbon là dây rắn có hàm lượng hợp kim thấp, được kéo với độ chính xác cao có đường kính từ Ø 0,6 mm đến Ø 2,4 mm. Dây hàn được quấn thành cuộn 15 đến 20 kg Hoặc chứa sẳn trong thùng (trường hợp hàn tự động. Dây hàn được mạ một lớp đồng để dẫn điện và chống oxýt hóa .
Thành phần dây hàn như sau: carbon (C : 0,06 đến 0,08 %), mangan (Mn : 1,0 đến 1,5 %), silic (Si : 0,6 đến 0,9 %), Lưu hùynh (S : 0,025 %) và phospho (P : 0,025 %).
Mật độ dòng điện : Mật độ dòng điện là cường độ đi qua 1 mm 2 tiết diện dây hàn.
5. Thông số hàn
Thông số hàn gồm các thông số sau:
- Tốc độ đắp – tốc độ hàn
- Tốc độ cấp dây ( cường độ hàn)
- Điện áp hồ quang
- Độ nhú điện cực
Tốc độ đắp là lượng kim loại thực sự đắp vào mối hàn trong một đơn vị thời gian. Đơn vị là kg/h. Cần cân bằng tốc độ đắp và vận tốc hàn bởi vì sự cân bằng tốt sẽ giúp tốc độ đắp đạt giá trị tối ưu. Các yếu tố sau đây sẽ ảnh hưởng đến sự cân bằng giữa tốc độ hàn và tốc độ cấp dây:
- Kích thước mối hàn
- Kiểu mối nối
- Số lượng các lớp hàn
Tốc độ hàn tối đa khoảng 600 mm/phút (25 in/phút). Nhìn chung tốc độ hàn càng cao thì mối hàn có kích thước càng nhỏ.
Bài khác
- Sửa chữa máy hàn (16/03/2015)
- Thiết bị dạy nghề (16/03/2015)
- Đại lý máy hàn (16/03/2015)
- Thiết bị hàn đối đầu cốt thép bê tông cho nhà cao tầng (07/11/2013)
- Kỹ thuật sấy que hàn (07/11/2013)
- Khả năng tiết kiệm năng lượng của máy hàn Inverter so với biến áp hàn (07/11/2013)
- Tiêu chuẩn kỹ thuật của công nhân kỹ thuật cơ khí xí nghiệp (06/11/2013)
Chính sách & Quy Định
Về chúng tôi
CÔNG TY CỔ PHẦN THIẾT BỊ CÔNG NGHIỆP HÀN VIỆT Địa chỉ: 1135 Giải Phóng - Thịnh Liệt - Hoàng Mai - Hà Nội Mã số doanh nghiệp: 0101879027 ngày 21/2/2006 Người đại diện: Ông Phạm Văn Ngọc ĐT: 04.3642.1095/1096 Email: contact@hvweld.com