Xe hàn tự hành, kết hợp được với nguồn hàn MIG/MAG để tự động hóa quá trình hàn
- Xe hàn gọn nhẹ, có khả năng hàn bằng, hàn xoay và hàn leo, vận hành dễ dàng theo cả hai chiều tiến và lùi
- Mỏ hàn trang bị bộ lắc mỏ, xe chuyển động trên ray đảm bảo tính ổn định của máy khi hoạt động
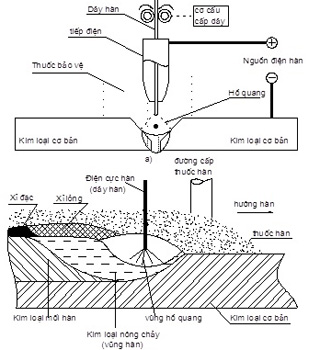
Hàn hồ quang dưới lớp thuốc bảo vệ còn gọi là hàn hồ quang chìm, tiếng Anh viết tắt là SAW (Submerged ARC Welding) là quá trình hàn nóng chảy mà hồ quang cháy giữa dây hàn ( điện cực hàn) và vật hàn dưới một lớp thuốc bảo vệ
Nguyên lý của hàn hồ quang dưới lớp thuốc
Dưới tác dụng nhiệt của hồ quang, mép hàn, dây hàn và một phần thuốc hàn sát hồ quang bị nóng chảy tạo thành vũng hàn. Dây hàn được đẩy vào vũng hàn bằng một cơ cấu đặc biệt với tốc độ phù hợp với tốc độ cháy của nó
Theo độ dịch chuyển của nguồn nhiệt (hồ quang) mà kim loại vũng hàn sẽ nguội và kết tinh tạo thành mối hàn. Trên mặt vũng hàn và phần mối hàn đông đặc hình thành một lớp xỉ có tác dụng tham gia vào các quá trình luyện kim khi hàn, bảo vệ và giữ nhiệt cho mối hàn, và sẽ tách khỏi mối hàn sau khi hàn. Phần thuốc hàn chưa bị nóng chảy có thể sử dụng lại
Đặc điểm hàn hồ quang dưới lớp thuốc
Nhiệt lượng hồ quang rất tập trung và nhiệt độ rất cao, cho phép hàn với tốc độ lớn. Vì vậy phương pháp hàn này có thể hàn những chi tiết có chiều dày lớn mà không cần phải vát mép
Chất lượng liên kết hàn cao do bảo vệ tốt kim loại mối hàn khỏi tác dụng của oxi và nito trong không khí xung quanh. Kim loại mối hàn đồng nhất về thành phần hóa học. Lớp thuốc và xỉ hàn làm liên kết nguội chậm nên ít bị lỗi mối. Mối hàn có hình dạng tốt, đều đặn, ít bị khuyết tật như không ngấu, rỗ khí, nứt và bắn tóe
Giảm tiêu hao vật liệu
Hồ quang được bao bọc kín bởi thuốc hàn nên không làm hại mắt và da của thợ hàn, lượng khí độc sinh ra trong quá trình hàn rất ít so với hàn que thông thường
Dễ cơ hóa và tự động hóa trong quá trình hàn
Phạm vi ứng dụng của hàn hồ quang dưới lớp thuốc:
Các kết cấu thép dạng tấm có kích thước lớn, các dầm thép có khẩu độ và chiều cao, các ống thép có đường kính lớn, các bồn, bể chứa, bình chịu áp lực và trong công nghiệp đóng tàu .v.v
Chủ yếu đươc ứng dụng để hàn các mối hàn ở vị trí hàn bằng, các mối hàn có chiều dài lớn và có quỹ đạo không phức tạp
Hàn được các chi tiết có chiều dày từ vài mm đến hàng trăm mm
Lịch sử phát triển của hàn hồ quang dưới lớp thuốc
Bằng sáng chế đầu tiên về hàn dưới lớp thuốc được đăng ký vào năm 1935
Năm 1938, hàn dưới lớp thuốc được đưa vào sử dụng rộng rãi ở Đức
Năm 1940-1941, quá trình hàn dưới lớp thuốc do Viện Hàn Điện E.O Paton (tại Kiev) phát triển và được đem ra ứng dụng rộng rãi trong công nghiệp quốc phòng của Liên xô, đặc biệt trong công nghệ chế tạo xe tăng